1. HP-RTM գործընթացի ներածություն
HP-RTM (High Pressure Resin Transfer Molding) բարձր ճնշման խեժի փոխանցման կաղապարման գործընթացի հապավումն է։ Դա ձուլման առաջադեմ տեխնոլոգիա է, որն օգտագործում է բարձր ճնշման ճնշում՝ խառնելու և խեժը ներարկելու համար վակուումային կնքված կաղապարի մեջ, որը նախապես դրված է մանրաթելային ամրացված նյութերով և նախապես տեղադրված ներդիրներով: Խեժը հոսում է կաղապարի լցոնման, ներծծման, ամրացման և կաղապարի միջով: , բարձր արդյունավետության և բարձր ճշգրտության կոմպոզիտային արտադրանքի ձուլման գործընթացը ձեռք բերելու համար: Այն ունի բարձր արդյունավետության, էներգախնայողության և շրջակա միջավայրի պաշտպանության առավելությունները և լայնորեն օգտագործվել է ավտոմեքենաների, օդատիեզերական, էլեկտրոնիկայի և այլ ոլորտներում:
Գործընթացը ներկայացված է Նկար 1-ում.
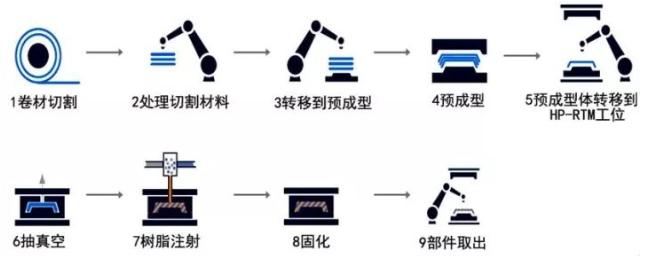
Նկար 1 HP-PTM գործընթացի սկզբունքի սխեմատիկ դիագրամ
2. HP-RTM գործընթացի բնութագրերը
HP-RTM-ն ներառում է նախածանցային մշակումը, խեժի ներարկումը, սեղմման գործընթացը և կտրման գործընթացը: Ավանդական RTM գործընթացի համեմատ՝ HP-RTM գործընթացը մեծացնում է ներարկումից հետո սեղմման գործընթացը, նվազեցնում խեժի ներարկման և լցման դժվարությունը, բարելավում է նախածանցերի ներծծման որակը և կրճատում ձուլման ցիկլը: Գործընթացի հատուկ բնութագրերը հետևյալն են.
(1) Կաղապարի արագ լցնում: Խեժը արագ լցնում է կաղապարի խոռոչը, ունի լավ ներթափանցման ազդեցություն, զգալիորեն նվազեցնում է փուչիկները և ծակոտկենությունը, իսկ ցածր մածուցիկության խեժը մեծապես մեծացնում է խեժի ներարկման արագությունը և կրճատում ձուլման գործընթացի ցիկլը:
(2) Բարձր ակտիվ խեժ: Խեժի ամրացման ռեակցիայի արագությունը մեծանում է, իսկ խեժի ամրացման ցիկլը կրճատվում է: Այն ընդունում է բարձր ակտիվության արագ բուժվող խեժի համակարգ և ընդունում է բարձր արդյունավետության բարձր ճնշման խառնիչ և ներարկման սարքավորում՝ խեժի մատրիցայի ավելի լավ խառնման միատեսակության հասնելու համար: Միևնույն ժամանակ, ձուլման ժամանակ պահանջվում է բարձր ջերմաստիճանի միջավայր, որը մեծապես բարելավում է խեժի ամրացման ռեակցիայի արագությունը, կրճատում է արտադրության ցիկլը և կայունացնում գործընթացը։ Բարձր կայունություն և կրկնելիություն,
(3) Սարքավորման մաքրման արդյունավետությունը բարելավելու համար օգտագործեք ներքին արձակման միջոց և ինքնամաքրման համակարգ: Օգտագործվում է ներարկման խառնիչ գլխի ինքնամաքրման տեխնոլոգիա, և հումքին ավելացվում է ներքին արձակող բաղադրիչ՝ սարքավորումների մաքրման արդյունավետությունը արդյունավետորեն բարելավելու համար: Միևնույն ժամանակ, արտադրանքի մակերեսային ազդեցությունը գերազանց է, իսկ հաստությունը և ձևի շեղումը փոքր են: Հասնել էժան, կարճ ցիկլի (մեծ ծավալի) բարձրորակ արտադրության:
(4) Օգտագործեք կաղապարի մեջ արագ վակուումային տեխնոլոգիա: Մասերում ծակոտիների պարունակությունը կրճատվում է, իսկ մասերի կատարումը բարելավվում է: Այն արդյունավետորեն նվազեցնում է արտադրանքի ծակոտիների պարունակությունը, բարելավում է մանրաթելերի ներծծման արդյունավետությունը, բարելավում է մանրաթելի և խեժի միջերեսային կապի ունակությունը և բարելավում է արտադրանքի որակը:
(5) ներարկումից հետո փոշեկուլը համակցելով սեղմման ձևավորման գործընթացի հետ: Մասերի պրոցեսի դժվարությունը նվազում է և խեժով ներծծված ամրացված նյութերի որակը բարելավվում է: Այն նվազեցնում է RTM գործընթացի սոսինձի ներարկման պորտի և արտանետման պորտի նախագծման դժվարությունը, բարելավում է խեժի հոսքի լցման հզորությունը և մանրաթելի ներծծման որակը խեժի կողմից:
(6) Կաղապարը փակելու համար օգտագործեք կրկնակի կոշտ մակերեսներ, իսկ ճնշման համար օգտագործեք մեծ տոննաժային հիդրավլիկ մամլիչ: Ապրանքը ունի հաստության և եռաչափ ձևի ցածր շեղումներ: Կաղապարի կնքման ազդեցությունն ապահովելու համար կաղապարը փակելու համար օգտագործվում են կրկնակի կոշտ մակերեսներ, իսկ ճնշման համար օգտագործվում է մեծ տոննաժային հիդրավլիկ մամլիչ, որը մեծացնում է կծկման ուժը ձուլման գործընթացում և արդյունավետորեն նվազեցնում հաստությունը և ձևի շեղումը: մասերից։
(7) Ապրանքը ունի գերազանց մակերեսային հատկություններ և որակ: Օգտագործելով կաղապարի մեջ ցողելու տեխնոլոգիան և փայլուն կաղապարները, մասերը կարող են շատ կարճ ժամանակում ստանալ բարձր ճշգրտության տեսանելի որակ:
(8) Այն ունի բարձր գործընթացի կայունություն և կրկնելիություն: Բացը ներարկման և ներարկումից հետո սեղմման տեխնոլոգիայի օգտագործումը մեծապես բարելավում է խեժի բորբոս լցնող հոսքի հզորությունը, արդյունավետորեն նվազեցնում է գործընթացի թերությունների հավանականությունը և ունի գործընթացի բարձր կրկնելիություն:
3. Հիմնական գործընթացի տեխնոլոգիաներ
(1) մանրաթելային ամրացված նյութերի նախնական ձևավորման տեխնոլոգիա
Մանրաթելերի պատրաստման տեխնոլոգիան հիմնականում ներառում է. stitching preforms; թակած մանրաթելերի ներարկման նախածանցեր; տաք սեղմման պատրաստուկներ և այլն: Դրանցից ամենաշատը կիրառվում է տաք սեղմման ձևավորման տեխնոլոգիան: Այս տեխնոլոգիայի մեջ ձևավորող նյութը հիմնական երաշխիքն է, իսկ մանրաթելերի ձևավորման կաղապարը և սեղմման տեխնոլոգիան մանրաթելերի ձևավորման բանալին են: HP-RTM գործընթացի համար մասի կառուցվածքը համեմատաբար պարզ է, ուստի ձևավորման ձևը նույնպես համեմատաբար պարզ է: Բանալին կայանում է նրանում, թե ինչպես կառավարել ձևավորող կաղապարը և ճնշող գործիքակազմը, որպեսզի արդյունավետ և կանոնավոր ճնշում գործադրվի և ձևավորվի դիզայնի և հսկողության ընթացակարգերի միջոցով:
(2) Խեժի բարձր ճշգրտության չափման, խառնման և ներարկման տեխնոլոգիա
HP-RTM պրոցեսի խեժի խառնումը և ներարկումը հիմնականում ներառում է երկու համակարգ՝ խեժի հիմնական նյութ և կաղապարի մեջ լակի խեժ: Դրա վերահսկման բանալին գտնվում է խեժի բարձր ճշգրտության չափման համակարգի, արագ և միատեսակ խառնման տեխնոլոգիայի և խառնիչ սարքավորումների ինքնամաքրման տեխնոլոգիայի մեջ: HP-RTM պրոցեսի խեժի հիմնական նյութը պետք է ճշգրիտ չափվի բարձր ջերմաստիճանի և բարձր ճնշման տակ, ինչը պահանջում է բարձր ճշգրտության չափիչ պոմպի սարքավորում: Խեժի միասնական խառնումը և ինքնամաքրումը պահանջում է արդյունավետ, ինքնամաքրվող, բազմակի խառնիչ գլխի ձևավորում:
(3) Ձուլման կաղապարի ջերմաստիճանի դաշտի միատեսակությունը և կնքման ձևավորումը
HP-RTM գործընթացի ընթացքում ձուլման կաղապարի ջերմաստիճանի դաշտի միատեսակությունը ոչ միայն որոշում և ազդում է կաղապարի խոռոչում խեժի հոսքի և լցման վրա, այլև մեծ ազդեցություն ունի մանրաթելերի ներթափանցման, ընդհանուր կատարողականի վրա: կոմպոզիտային նյութից և արտադրանքի ներքին սթրեսից: . Հետևաբար, անհրաժեշտ է օգտագործել միջին ջեռուցում` զուգորդված արդյունավետ և ողջամիտ շրջանառության յուղի շղթայի ձևավորման հետ: Կաղապարի կնքման կատարումը ուղղակիորեն որոշում է խեժի հոսքի և կաղապարի լցման բնութագրերը, ինչպես նաև ձուլման գործընթացի տարհանման ունակությունը: Դա առանցքային օղակ է, որն ազդում է արտադրանքի կատարողականի վրա: Անհրաժեշտ է նախագծել կնքման օղակների դիրքը, եղանակը և քանակը՝ ըստ արտադրանքի: Միևնույն ժամանակ, անհրաժեշտ է լուծել կաղապարի տեղադրման բացվածքի, արտանետման համակարգի, վակուումային համակարգի և այլ դիրքերում կնքման խնդիրները՝ ապահովելու համար, որ խեժի լցման գործընթացում օդի արտահոսք չլինի, որպեսզի ապահովվի մասի կատարումը:
(4) Բարձր ճշգրտության հիդրավլիկ մամլիչ և դրա կառավարման տեխնոլոգիա
HP-RTM գործընթացում կաղապարի փակման բացը հսկողությունը խեժի լցման գործընթացում և ճնշման վերահսկումը սեղմման գործընթացում պահանջում են արդյունավետ և բարձր ճշգրտության հիդրավլիկ մամլիչ համակարգի երաշխիք: Միևնույն ժամանակ, ժամանակին հսկողության տեխնոլոգիան պետք է տրամադրվի ըստ սոսինձի ներարկման գործընթացի և սեղմման գործընթացի կարիքների՝ ձուլման գործընթացի շարունակականությունն ապահովելու համար:
 Հայերեն
Հայերեն
 English
English  ελληνικά
ελληνικά  Esperanto
Esperanto  Afrikaans
Afrikaans  tiếng Việt
tiếng Việt  Català
Català  Italiano
Italiano  שפה עברית
שפה עברית  Cymraeg
Cymraeg  العربية
العربية  Galego
Galego  Latviešu
Latviešu  Română
Română  icelandic
icelandic  ייִדיש
ייִדיש  Hrvatski
Hrvatski  Kreyòl ayisyen
Kreyòl ayisyen  Srpski језик
Srpski језик  Shqiptar
Shqiptar  Slovenski
Slovenski  lugha ya Kiswahili
lugha ya Kiswahili  አማርኛ
አማርኛ  Malti
Malti  Bosanski
Bosanski  Frysk
Frysk  ភាសាខ្មែរ
ភាសាខ្មែរ  ქართული
ქართული  ગુજરાતી
ગુજરાતી  Hausa
Hausa  Кыргыз тили
Кыргыз тили  ಕನ್ನಡ
ಕನ್ನಡ  Corsa
Corsa  Kurdî
Kurdî  Lëtzebuergesch
Lëtzebuergesch  Malagasy
Malagasy  मराठी
मराठी  മലയാളം
മലയാളം  Maori
Maori  Hmong
Hmong  IsiXhosa
IsiXhosa  Zulu
Zulu  سنڌي
سنڌي  Shinra
Shinra  日本語
日本語  한국어
한국어  Punjabi
Punjabi  Chichewa
Chichewa  Samoa
Samoa  Sesotho
Sesotho 



